





|
【CCMT2016展品】 卧式加工中心简述 本文将对CCMT2016展出的部分卧式加工中心展品做简要评述。
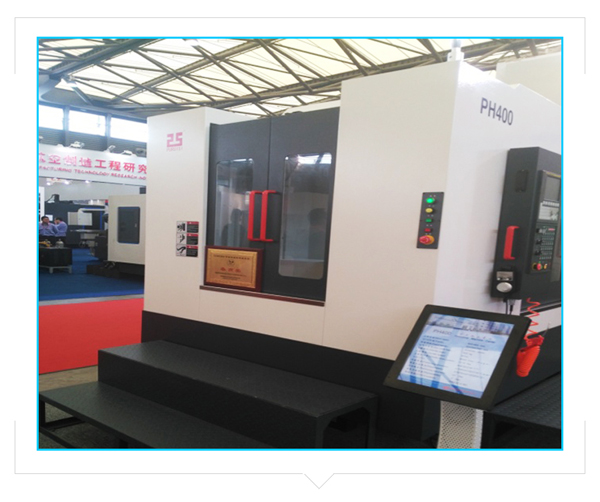
成都普瑞斯的PH400 该机工作台面积400mmx400mm,工作台最大承重350kg,主轴最高转速8000r/min,X、Y、Z轴快移进给速度40m/min。该机整机由三维设计软件设计并进行了有限元分析,具有较好的刚性和稳定性。进给系统三轴采用了大直径滚珠丝杠副,与电机刚性联轴器直连,提高传动的刚性和精度。滚珠丝杠均采用世界著名品牌的精密轴承支撑,精密的预拉伸降低丝杠热变形。丝杠采用中空循环冷却设计,满足高精度的零件加工要求。刀库装置采用先进无手臂换刀方式或凸轮机构换刀,换刀的稳定性、可靠性值得信赖。工作台配制了0.001°圆光栅或1°/5°分度端齿盘工作台,定位精度高、重切削 (2)山东威达重工股份有限公司HMC500双工位卧式加工中心
山东威达的HMC500 该机工作台面积500mmx500mm,工作台最大承重500kg,转台最高转速16.7r/min,X、Y、Z轴快移进给速度32m/min。采用FANUCOi MD数控系统,四轴四联动,T型床身,立柱移动,重载直线滚柱导轨,高精度具有环喷功能主轴单元,具有托盘交换功能。 (3)南通科技投资集团股份有限公司MCH-63A卧式加工中心
南通科技的MCH-63A 该机工作台面积630mmx630mm,工作台最大承重1200kg,主轴最高转速20000r/min,X、Y、Z轴快移进给速度42m/min。这是国内第一台双丝杠、双驱动、箱中箱结构、力矩电机驱动转台的高档精密卧式加工中心。机床在结构设计、传动方式、功能部件匹配、数控系统选用、加工制造和整机安装调试等方面,采用了当今前沿的设计理念和先进的制造技术。该机能够替代进口同类机床,广泛应用于军工、汽车、船舶、纺织机械等领域。
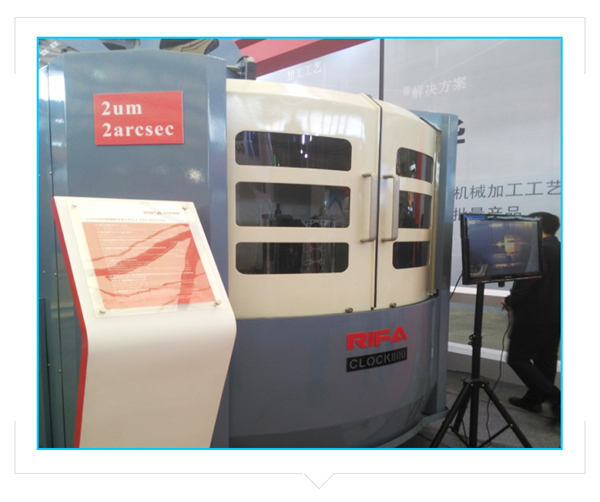
浙江日发的CLOCK800 该机工作台面积500mmx500mm,工作台最大承重600kg,主轴最高转速8000r/min,X、Y、Z轴快移进给速度75、60、75m/min。本机采用轻量化的移动部件设计,使机床获得更高的动态响应。关键部件均采用热对称结构,可以有效地使热变形均匀分布,确保机床长时间工作状态下的精度保持性;独特的主轴轴承预紧力自动调整系统,有效地提升主轴低速段加工刚度,并提高了主轴高速段轴承使用寿命。 (5)纽威数控装备(苏州)有限公司NM50VD卧式加工中心
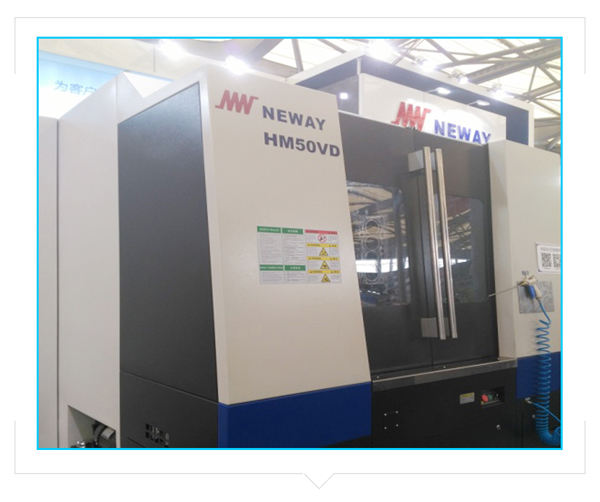
纽威数控的NM50VD 该机工作台面积500mmx500mm,工作台最大承重500kg,主轴最高转速10000r/min,X、Y、Z轴快移进给速度50m/min。机床结构紧凑,具有托盘交换功能,一次装夹可进行四面加工。 (6)斗山生产的NHP6350高速卧式加工中心
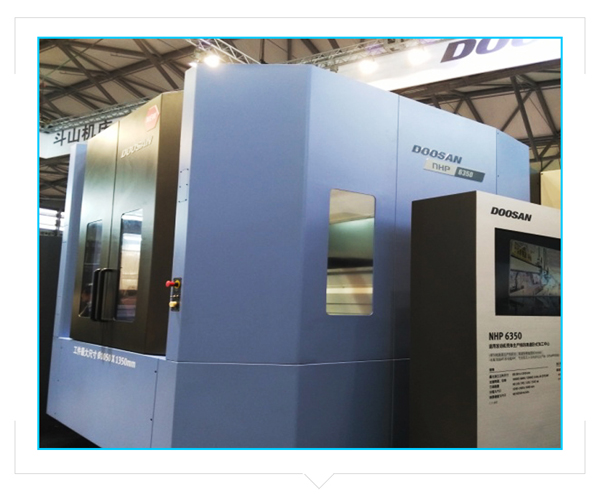
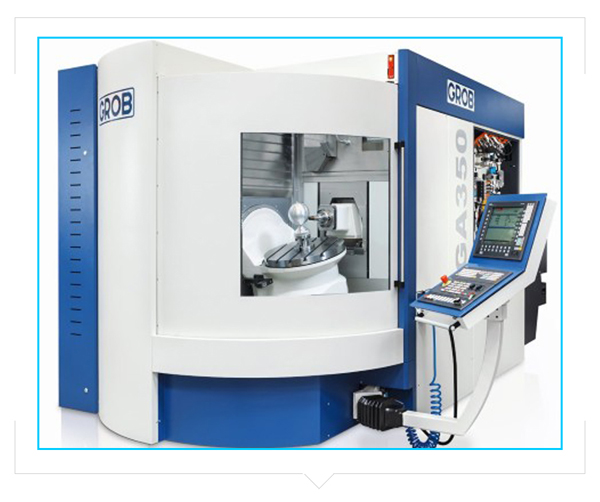
斗山生产的NHP6350 该机最大加工尺寸为Ф1050x1350mm,主轴最高转速10000r/min,X、Y、Z轴快移进给速度60m/min。本机为一体式整机床身,三轴全都采用大尺寸滚柱直线导轨,各轴两端采用DBD三列轴承支撑,全面提高了刚性。从整个结构看,本机大幅提高了床身的刚性及设备整体的高效加工性能。机床刀库可放置最大30kg的刀具,在伺服驱动的ATC可以2秒内换刀,从而缩短非切削时间,提高生产效率和换刀稳定性。采用伺服电机驱动APC,可以更加快速、准确地交换托盘,从而实现高生产率,且操作维修也方便。主轴配刀具中心冷却功能,可获得很好的加工表面质量,提高了切削速度。 (7)德国GROB(格劳博)机床集团生产的GA350五轴联动万能加工中心
德国GROB的GA350 该机工作台最大承重(有/无托盘)340/400kg,主轴最高转速12000r/min,X、Y、Z轴快移进给速度65、42、90m/min。本机卧式主轴使得Z行程路径达到最长,并实现最佳的排屑效果;机床三个直线轴的独特布置,将导轨与加工点之间的距离降至最小,使机床具有极大的稳定性。三个直线轴和两个旋转轴,可实现5面加工和5轴联动加工。该机床A’轴与B’轴的倾角范围分别为240°和360°,最大程度提供了加工的自由度。该机床的最大特点是加工效率高及维护简单。 (8)MAG公司生产的XS211卧式加工中心
MAG公司的XS211 该机转台最大载荷400kg,主轴最高转速16000r/min,X、Y、Z轴最大快移进给速度60m/min。本机X、Y、Z轴采用高精度滚柱轴承导轨安装在机床床身、立柱和十字滑台上。工件装夹在A或B轴上沿Z轴实现进给运动。集成在Z轴上的NC旋转台(B轴)可以进行360000x0.001°旋转,且在每个位置都可进行液压夹紧。机床的盘式刀库可容纳高达40把刀具(HSK A63),T通过加工主轴实现手动装卸刀具,加工主轴可配温度监控传感器。
本届展会展出的国内生产制造的卧式加工中心企业有几十家,参展企业中出现了很多新面孔,展品从工作台300mm到800mm等各种规格。新入行的制造企业不乏高起点的,利用国外先进技术生产制造中、大型卧式加工中心及其他类型高端数控产品。总的来说,本次展会展品的技术水平体现在以下几方面: (1)机床的动静刚度得到进一步增强。利用有限元法对整机结构刚度进行优化分析应用日趋广泛,台中台、箱中箱、重心驱动、过定位约束、双丝杠同步驱动、预拉伸丝杠等结构和技术的应用,机床的刚度、精度、效率、工作稳定性得到很大提升。 (2)电主轴、高速滚珠丝杠、凸轮式换刀机构、超精密滚柱式线轨、陶瓷珠丝杠、高分辨率检测反馈元件以及直驱、直线导轨等技术和功能部件的广泛使用,大幅提升了机床的综合性能。 (3)通过对称性结构设计、热源综合管理、热补偿的应用,机床的热稳定性得到很大提高。 (4)自动化水平有新的提高。ATC、APC、机内对刀、机内测量、断刀检测、与机器人、机械手的融合等,将自动化水平推向新的高度。
从用户需求来看,对卧式加工中心的要求更加趋向于适应多品种小批量的生产,要求加工设备能够灵活地适应工序集中导致的生产型加工件的变化。现在由于汽车厂家的设备投资呈上升趋势,需求可望进一步扩大。此外,因对于产品制造的认识和对生产体系的看法正在发生根本的转变,由此而派生的新的生产体系可能对组成柔性线的小型机种产生需求,着手生产以上机型的厂家在追求高速、高精度的同时,还在如何使机体小型化及成本控制方面下功夫。也就是说,此类产品的开发重点在于机体的小型化及构成柔性线体系方面。 从技术来看,谋求提高主轴转速、进给速度和精密度,并将对应热变位、模块化等集中体现出来。由于提高进给速度直接关系到产品的加工时间,有利于提高生产效率,因此在高速进给技术方面,驱动装置采用直线电机的机型正在增多。同时也有厂家在开发不使用直线电机,而是采用进给轴以大导程滚珠丝杠为驱动,进给加速度1.5-2g的高速卧式加工中心。并在主轴上采用双面约束刀具、主轴转速为20000r/min、快速进给速度为60m/min,以尽量缩短重复定位、刀至刀等的非切削时间。为解决速度提高带来的热变位影响,防止精度下降,一般都采用独自的补正装置或主轴冷却结构、冷却装置等。 目前,世界先进制造技术不断兴起,超高速切削、超精密加工等技术的应用,柔性制造系统的迅速发展和计算机集成系统的不断成熟,对数控加工技术提出了更高的要求。同时,信息技术的深化应用促进了数控机床的进一步提升。数控技术的突飞猛进和高端市场的强力增长,为数控机床的技术进步提供了加速引擎。机床的智能化使其具有适应控制的能力,可实现优化加工程序,以最短时间达到最佳的加工质量,从而提高加工效率,降低劳动强度。 (江苏新瑞重工科技有限公司 李旭华) |